2. Khoa học của độ bền: Hàn đảm bảo tính toàn vẹn của bình nhiên liệu như thế nào
Hiểu được cơ chế hoạt động của hàn là chìa khóa để lựa chọn đúng công nghệ. Với HDPE, bản chất nằm ở cấu trúc phân tử của nó.
Liên kết đan xen phân tử: Nền tảng của mối hàn bền
HDPE bao gồm các chuỗi polymer dài, dạng tuyến tính, được sắp xếp chặt chẽ. Khi gia nhiệt vùng tiếp giáp đến nhiệt độ nóng chảy (thường khoảng 130–150°C đối với HDPE), các chuỗi này trở nên linh động.
Khi áp dụng áp lực phù hợp, vật liệu nóng chảy từ hai bề mặt sẽ hòa trộn với nhau. Trong quá trình làm nguội và kết tinh lại, các chuỗi polymer từ hai phía khuếch tán và đan xen lẫn nhau, tạo thành một liên kết gần như đồng nhất với vật liệu gốc.
Nếu được kiểm soát chính xác, quá trình này tạo ra mối hàn đồng nhất, kín hoàn toàn, có khả năng chống nhiên liệu, hóa chất và tải cơ học rất cao.
Điều này khác biệt rõ rệt so với các phương pháp liên kết cơ khí hoặc keo dán—vốn tạo ra tập trung ứng suất và có xu hướng suy giảm theo thời gian.
Các công nghệ hàn chủ yếu trong sản xuất bình nhiên liệu
Một số phương pháp hàn chuyên dụng được sử dụng, mỗi phương pháp phù hợp với hình học chi tiết và yêu cầu sản xuất khác nhau:
Hàn siêu âm (Ultrasonic Welding):
Quá trình tốc độ cao sử dụng dao động cơ học tần số cao (thường 20, 30 hoặc 35 kHz). Dao động tạo ma sát tại bề mặt tiếp xúc, sinh nhiệt và làm nóng chảy nhựa. Phù hợp để hàn các chi tiết nhỏ đến trung bình như đầu nối, van, cảm biến trực tiếp lên thân bình. Thời gian chu kỳ thường dưới 3 giây.
Hàn bản nhiệt /hàn tấm nhiệt (Hot Plate / Hot Tool Welding):
Dùng cho các mối hàn lớn, dạng phẳng—như ghép hai nửa bình hoặc gắn các vách ngăn lớn bên trong. Một bản nhiệt gia nhiệt làm nóng chảy bề mặt, sau đó hai phần được ép lại với nhau. Phương pháp này cho độ bền và độ kín rất cao đối với các đường hàn dài liên tục.
Hàn rung (Vibration Welding):
Hoạt động tương tự hàn siêu âm nhưng ở quy mô lớn hơn. Sử dụng chuyển động ma sát tuyến tính hoặc dao động tròn để sinh nhiệt. Rất phù hợp để hàn các chi tiết lớn, hình dạng phức tạp mà khó tiếp cận bằng bản nhiệt.
Kết luận cốt lõi
Việc lựa chọn công nghệ hàn không mang tính ngẫu nhiên. Đó là một quyết định kỹ thuật dựa trên:
- Thiết kế mối ghép (joint design)
- Sản lượng sản xuất
- Yêu cầu cơ tính (độ bền, độ kín)
Và phải tuân theo các tiêu chuẩn như:
- ISO 527 (thử kéo vật liệu)
- SAE J2260 (yêu cầu đối với bình nhiên liệu không tích hợp)
Trong thực tế, chính sự kết hợp đúng giữa vật liệu, thiết kế mối hàn và công nghệ hàn mới là yếu tố quyết định chất lượng cuối cùng của hệ thống bình nhiên liệu.
3. So sánh bình nhiên liệu nhựa và kim loại: Phân tích dựa trên dữ liệu
Việc lựa chọn giữa bình nhiên liệu nhựa (HDPE) và kim loại truyền thống (thép hoặc nhôm) là một quyết định cốt lõi. Bảng so sánh dưới đây—dựa trên dữ liệu ngành và hiệu suất vòng đời—làm rõ vì sao nhựa đã trở thành lựa chọn chủ đạo trong xe du lịch.
Bảng so sánh chi tiết
| Tiêu chí | Bình nhiên liệu nhựa (HDPE) | Bình nhiên liệu kim loại (Thép/Nhôm) | Hàm ý thiết kế quan trọng |
|---|
| Khối lượng | Nhẹ hơn đáng kể (giảm tới 30%) | Nặng hơn | Nhựa giúp cải thiện trực tiếp hiệu suất nhiên liệu và phạm vi hoạt động EV |
| Khả năng chống ăn mòn | Rất tốt – trơ với nhiên liệu và muối đường | Kém (thép) / Tốt (nhôm) | Loại bỏ một cơ chế hỏng hóc chính → giảm chi phí bảo hành |
| Tự do thiết kế | Rất cao – tạo hình 3D phức tạp bằng thổi khuôn | Hạn chế – tạo hình từ tấm dập và hàn | Cho phép tối ưu bố trí trong không gian khung gầm chật hẹp |
| Chi phí sản xuất | Chi phí khuôn thấp hơn ở sản lượng trung bình; hiệu quả với hình dạng phức tạp | Chi phí khuôn/dập cao; hình dạng đơn giản rẻ hơn khi sản lượng cực lớn | Nhựa phù hợp với mô hình nền tảng linh hoạt của OEM hiện đại |
| An toàn va chạm | Tốt – vật liệu dẻo, hấp thụ năng lượng, ít nứt vỡ giòn | Rất cao (độ bền), nhưng có thể rách giòn khi bị suy yếu | Cả hai đều đáp ứng tiêu chuẩn FMVSS 301 nếu thiết kế đúng |
| Thẩm thấu nhiên liệu | Thấp với HDPE đơn lớp; rất thấp với cấu trúc đa lớp (HDPE/EVOH/HDPE) | Gần như bằng 0 – kim loại là hàng rào tuyệt đối | Bình nhựa đa lớp đáp ứng tiêu chuẩn khí thải nghiêm ngặt SULEV/PZEV |
| Khả năng sửa chữa | Thường không sửa được; thay thế dạng module | Có thể sửa bằng hàn | Ảnh hưởng đến chiến lược dịch vụ và tổng chi phí sở hữu |

Checklist quyết định: Nhựa có phải là lựa chọn phù hợp cho ứng dụng của bạn?
Hãy trả lời các câu hỏi sau để định hướng lựa chọn vật liệu:
Giảm khối lượng có phải là ưu tiên hàng đầu (để cải thiện hiệu suất hoặc phạm vi hoạt động)?
→ Nghiêng về HDPE.
Bình có cần lắp vào không gian phức tạp, hình dạng không đều hoặc bị giới hạn không?
→ Khả năng tạo hình bằng thổi khuôn của HDPE là lựa chọn lý tưởng.
Bạn có đang nhắm tới các tiêu chuẩn phát thải bay hơi nghiêm ngặt nhất (ví dụ: PHEV/EV)?
→ Cần sử dụng bình HDPE đa lớp có lớp barrier.
Ứng dụng có thuộc phân khúc tải nặng hoặc quân sự, với yêu cầu chống đâm thủng/đạn đạo cực cao không?
→ Thép vẫn có thể là lựa chọn cần thiết.
Sản lượng sản xuất hàng năm và vòng đời sản phẩm dự kiến là bao nhiêu?
→ Thổi khuôn HDPE có khả năng mở rộng hiệu quả cho sản lượng điển hình trong ngành ô tô.
4. Khung thực tiễn cho thiết kế bình nhiên liệu và lựa chọn quy trình
Để chuyển từ ý tưởng sang một bình nhiên liệu đáng tin cậy và tối ưu chi phí, cần có một cách tiếp cận mang tính hệ thống. Khung này giúp bảo đảm rằng mọi yếu tố then chốt đều được xem xét đầy đủ, trong đó công nghệ hàn được đặt ở vị trí như một tham số thiết kế cốt lõi, chứ không phải là yếu tố được xử lý sau cùng.

Checklist từng bước trong phát triển bình nhiên liệu
Giai đoạn 1: Xác định yêu cầu và các ràng buộc
Thông số chức năng:
Dung tích nhiên liệu, quãng đường yêu cầu, áp suất làm việc, loại chất lỏng sử dụng (xăng, dầu diesel, nhiên liệu pha ethanol).
Bố trí không gian (Packaging):
Thu thập chính xác dữ liệu giới hạn không gian 3D từ nhóm thiết kế khung gầm xe.
Tuân thủ quy định:
Liệt kê toàn bộ các tiêu chuẩn và quy định áp dụng, chẳng hạn:
- FMVSS 301
- EPA/CARB về phát thải bay hơi
- ECE R34
Giai đoạn 2: Thiết kế vật liệu và kết cấu
Lựa chọn vật liệu:
Chọn HDPE đơn lớp nếu ưu tiên chi phí, hoặc kết cấu đồng đùn 6 lớp (ví dụ: HDPE/Regrind/Adhesive/EVOH/Adhesive/HDPE) nếu cần khả năng chống thẩm thấu ở mức siêu thấp.
Chiều dày thành và gân tăng cứng:
Sử dụng mô phỏng CAE (như Altair HyperWorks hoặc Abaqus) để tối ưu phân bố chiều dày, nhằm cân bằng giữa khối lượng và khả năng chịu va chạm.
Thiết kế mối ghép và đồ gá:
Thiết kế các mối hàn với:
- Energy director phù hợp (đối với hàn siêu âm)
- Hoặc vùng cắt/vùng nóng chảy (shear/melt zones) phù hợp (đối với hàn bản nhiệt)
Cần phối hợp với đối tác công nghệ hàn ngay từ sớm trong giai đoạn này.
Giai đoạn 3: Chiến lược sản xuất và lựa chọn quy trình ghép nối
Lựa chọn quy trình hàn chính
Hàn siêu âm (Ultrasonic):
Phù hợp nhất cho các chi tiết nhỏ, số lượng nhiều như:
Ưu tiên khi cần tự động hóa cao.
Hàn bản nhiệt (Hot Plate):
Phù hợp nhất cho các mối hàn kết cấu lớn như:
- hai nửa thân bình
- các vách ngăn chính
Hàn rung (Vibration):
Phù hợp nhất cho các chi tiết lớn, bề mặt không phẳng, nơi việc tiếp cận bằng bản nhiệt bị hạn chế.
Phân tích sản xuất:
Dự báo sản lượng, tính toán takt time, và lập kế hoạch kiểm tra rò rỉ trên dây chuyền, ví dụ:
- pressure decay
- helium sniffing
Chuỗi cung ứng:
Quyết định chiến lược tự sản xuất hay mua ngoài (make-vs-buy) đối với cụm chi tiết hàn.
5. Giải quyết các thách thức thực tế bằng giải pháp hàn tiên tiến
Thiết bị hàn tiêu chuẩn có thể đáp ứng các thiết kế thông thường. Tuy nhiên, xu hướng phát triển xe điện, yêu cầu khí thải ngày càng nghiêm ngặt và kiến trúc xe phức tạp hơn đang đặt ra những thách thức mới—đòi hỏi các giải pháp hàn tiên tiến và tùy biến cao.
Thách thức 1: Đảm bảo độ kín tuyệt đối (Hermetic) cho bình đa lớp trong PHEV/EV
Vấn đề:
Xe hybrid sạc ngoài (PHEV) và xe điện (EV) thường sử dụng hệ thống nhiên liệu có áp suất và yêu cầu gần như bằng 0 đối với phát thải hydrocarbon. Điều này đòi hỏi bình nhiên liệu có lớp chắn EVOH (Ethylene-Vinyl Alcohol) bên trong. Tuy nhiên, các phương pháp hàn tiêu chuẩn có thể làm suy giảm hoặc phá hủy lớp barrier nhạy cảm này.
Giải pháp tiên tiến:
Hàn bản nhiệt chính xác với profile nhiệt đa giai đoạn (Multi-Stage Hot Plate Welding)
Quy trình sử dụng đường cong nhiệt được kiểm soát chặt chẽ theo thời gian:
Giai đoạn đầu: nhiệt độ thấp để làm nóng chảy lớp HDPE bên ngoài
Giai đoạn tiếp theo: tăng nhiệt ngắn hạn có kiểm soát để kích hoạt lớp liên kết (tie-layer) và hàn lớp barrier mà không làm hỏng EVOH
Kết quả:
Mối hàn duy trì khả năng chống thẩm thấu siêu thấp như vật liệu gốc
Được xác nhận theo các tiêu chuẩn thử nghiệm như ISO 15156
Thách thức 2: Hàn kín tuyệt đối trên bề mặt 3D phức tạp
Vấn đề:
Các nền tảng SUV và EV hiện đại sử dụng bình nhiên liệu có hình dạng cong phức tạp, nhiều hốc lõm để tối ưu không gian pin. Việc đảm bảo lực ép và năng lượng hàn đồng đều trên đường hàn phi tuyến gần như không thể với thiết bị truyền thống.
Giải pháp tiên tiến:
Cell hàn siêu âm robot 6 trục (6-Axis Robotic Ultrasonic Welding Cell)
Robot công nghiệp điều khiển đầu hàn siêu âm (horn) thiết kế riêng
Di chuyển chính xác theo quỹ đạo 3D được lập trình từ mô hình CAD
Hệ thống giám sát lực và biên độ theo thời gian thực
Điều khiển vòng kín (closed-loop), tự động điều chỉnh thông số trong quá trình hàn để bù sai lệch độ dày vật liệu.
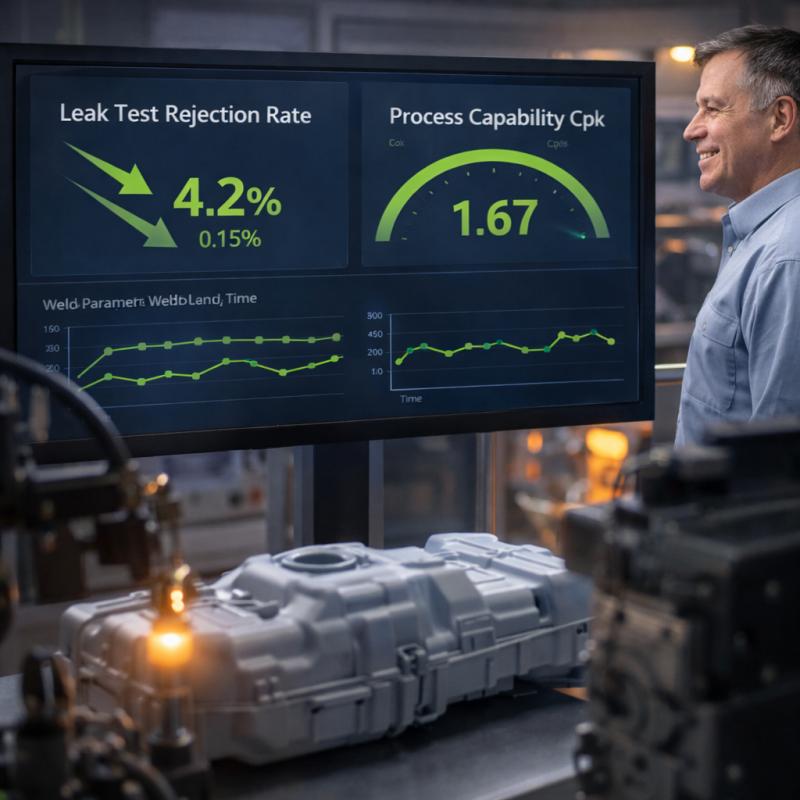
Case Study thực tế
Một OEM châu Âu đã: Giảm tỷ lệ lỗi kiểm tra rò rỉ từ 4.2% xuống còn 0.15%
Khi chuyển từ đồ gá cố định sang hệ thống hàn siêu âm robot
Đồng thời đạt năng lực quy trình theo tiêu chuẩn IATF 16949 với Cpk > 1.67
Thách thức 3: Sản xuất sản lượng cao với mục tiêu không lỗi (Zero Defect)
Vấn đề:
Sản xuất hơn 500.000 bình/năm với mục tiêu 0 ppm lỗi rò rỉ. Các yếu tố như:
- Nạp/tháo sản phẩm thủ công
- Lực kẹp không ổn định
→ tạo ra biến thiên trong quá trình, ảnh hưởng trực tiếp đến chất lượng mối hàn.
6. Câu hỏi thường gặp (FAQ)
Dưới đây là các câu trả lời cho những câu hỏi phổ biến liên quan đến bình nhiên liệu nhựa ô tô, dựa trên các phân tích về thiết kế và công nghệ hàn đã trình bày ở trên.
Độ dày của bình nhiên liệu nhựa là bao nhiêu?
Độ dày thành điển hình của bình HDPE thổi khuôn nằm trong khoảng 3–6 mm.
Mức này giúp cân bằng giữa:
- Giảm khối lượng
- Khả năng chịu áp suất nổ (burst pressure)
- Kiểm soát thẩm thấu nhiên liệu
Thành mỏng hơn phù hợp với mục tiêu nhẹ hóa, nhưng các vùng quan trọng thường được gia cường cục bộ thông qua thiết kế mối hàn, nhằm đảm bảo độ bền tại các vị trí liên kết—như đã đề cập trong phần nguyên lý hàn.
Ưu điểm của HDPE trong bình nhiên liệu ô tô là gì?
HDPE mang lại nhiều lợi ích nổi bật:
- Khả năng chống ăn mòn rất tốt
- Khối lượng nhẹ hơn kim loại (giảm tới ~30%)
- Linh hoạt trong thiết kế hình dạng phức tạp
- Khả năng hấp thụ va đập tốt
Nhờ đó, HDPE giúp cải thiện hiệu suất nhiên liệu và độ an toàn. Tuy nhiên, chất lượng mối hàn là yếu tố then chốt để đảm bảo độ bền lâu dài và kiểm soát phát thải.
Bình nhựa và bình thép – loại nào tốt hơn?
Không có lựa chọn nào vượt trội tuyệt đối—phụ thuộc vào yêu cầu ứng dụng:
Ưu thế về chống ăn mòn và tự do thiết kế
Phù hợp hơn trong môi trường nhiệt độ cao hoặc áp suất cực lớn
Trong đa số xe hiện đại, HDPE kết hợp với công nghệ hàn chính xác mang lại hiệu năng tổng thể tối ưu—như đã thể hiện trong bảng so sánh trước đó.
Quy trình hàn nào phù hợp nhất cho sản xuất số lượng lớn?
Hàn siêu âm bằng robot là lựa chọn nổi bật nhờ:
- Tốc độ cao
- Độ ổn định và lặp lại tốt
- Khả năng tích hợp tự động hóa
Phương pháp này cho phép xử lý nhiều biến thể sản phẩm với tỷ lệ lỗi thấp, rất phù hợp cho sản xuất quy mô lớn trong ngành ô tô.
Hàn giúp giảm thẩm thấu nhiên liệu trong bình đa lớp như thế nào?
Các quy trình chính xác như hàn bản nhiệt (hot plate) cho phép:
- Liên kết các lớp barrier (ví dụ EVOH) mà không làm hư hại
- Tạo mối hàn kín hoàn toàn
Kết quả là:
Giảm thiểu sự thoát hơi nhiên liệu
Đáp ứng các tiêu chuẩn phát thải nghiêm ngặt
Không cần thêm các giải pháp phụ trợ
Bạn đang gặp thách thức cụ thể về thiết kế hoặc hàn bình nhiên liệu?
Đội ngũ kỹ sư của chúng tôi chuyên cung cấp giải pháp tùy chỉnh cho:
- Hình học phức tạp
- Yêu cầu độ bền cao
- Sản xuất quy mô lớn
Hãy chia sẻ thông tin dự án của bạn để nhận đánh giá khả thi miễn phí, không ràng buộc—chúng tôi sẽ đề xuất giải pháp tối ưu phù hợp với nhu cầu của bạn.

7. Kết luận: Bước tiếp theo để tối ưu hóa lắp ráp bình nhiên liệu
Hành trình từ hạt nhựa HDPE đến một bình nhiên liệu an toàn, đáng tin cậy và đáp ứng tiêu chuẩn được quyết định bởi độ chính xác. Như đã phân tích, lựa chọn vật liệu chỉ là bước khởi đầu—chính công nghệ hàn tiên tiến mới là yếu tố mang lại hiệu năng thực sự: giữ nhiên liệu bên trong và loại bỏ rủi ro ra bên ngoài.
Đối với các ứng dụng tiêu chuẩn, hãy bắt đầu bằng việc phân tích rõ ràng dựa trên khung lựa chọn ở Mục 4.
Đối với các dự án vượt giới hạn thông thường—dù là hình học phức tạp, cấu trúc đa lớp hay yêu cầu sản lượng cực lớn—thì giải pháp hàn tùy chỉnh không phải là chi phí, mà là khoản đầu tư vào chất lượng, độ tin cậy và bảo vệ thương hiệu.
Sẵn sàng chuyển từ thiết kế sang sản phẩm thực tế bền vững?
Tải xuống tài liệu miễn phí:
“Checklist đánh giá quy trình hàn bình nhiên liệu nhựa”
→ để đánh giá dây chuyền sản xuất hiện tại hoặc dự kiến theo các thực hành tốt nhất trong ngành
Đối với giải pháp tùy chỉnh:
Hãy chia sẻ:
- Mô hình CAD của bình
- Yêu cầu sản xuất
→ Đội ngũ kỹ sư sẽ thực hiện đánh giá khả thi (Feasibility Review) bảo mật, không ràng buộc, phân tích thách thức cụ thể và đề xuất chiến lược hàn tối ưu.




